Jan Group produces high-performance conveyor belts for a wide
range of industries from mining, cement, quarries, metallurgy, recycling to
many other bulk-material handling industries. Jan heavyweight conveyor belts
keep your business running with exceptional performance, exceeding all
established international standards.
We remain true to the same principles on which our company was founded over
decades ago: providing superior service to our clients, putting safety first,
creating opportunities for our people, delivering exceptional work.
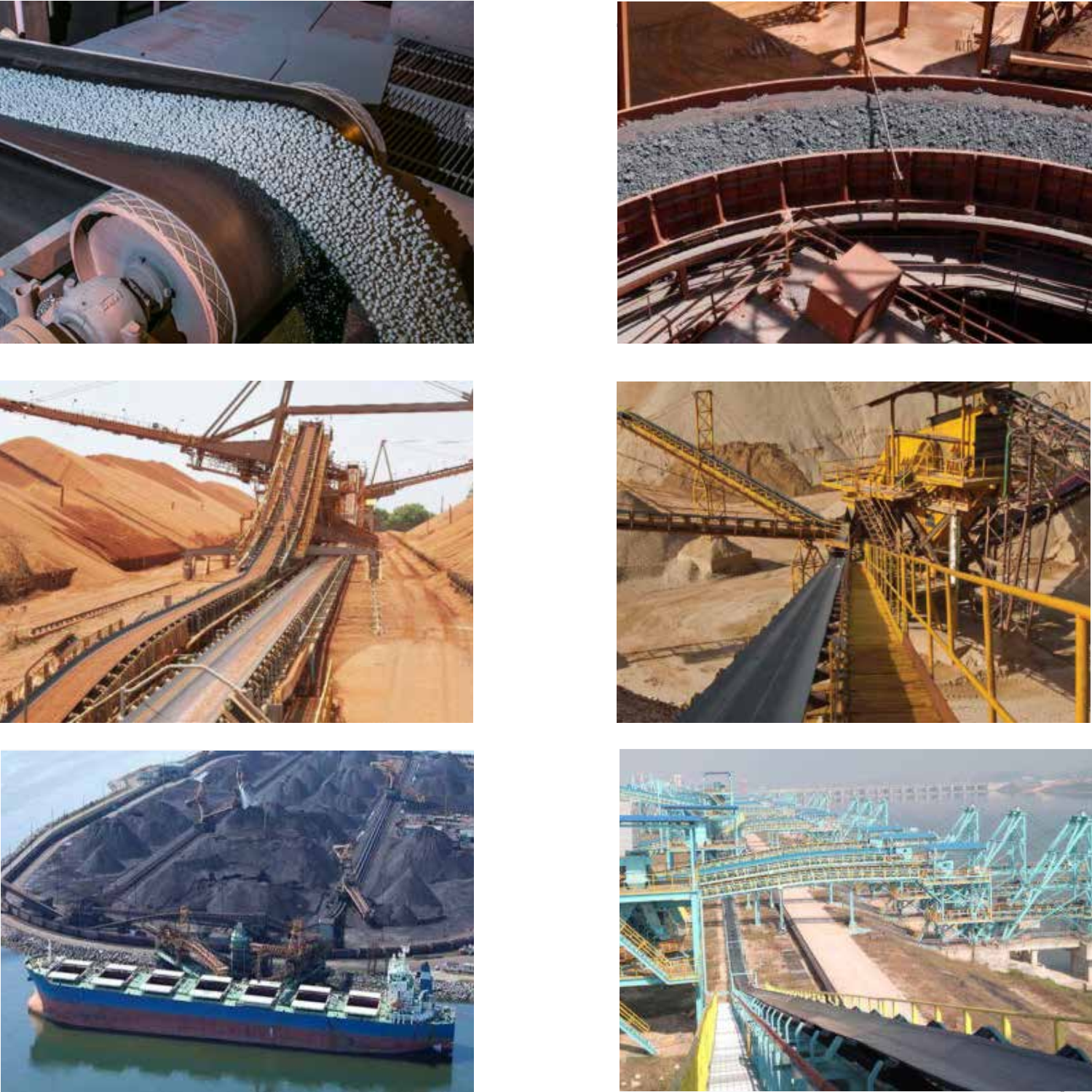
MINING
Open-pit mines
For most applications used in the open
air, Class 2A is adequate. Class 2A requires that the belt passes the ISO340.
The electrical conductivity of the belt also must fulfill the requirements of
ISO 284.
Underground mines
Underground mines are usually
characterized by their limited space and highly flammable
atmosphere. In addition to the tests done in our laboratory for the compliance
with ISO EN standard, special fire laboratory has been designed to test the
self-extinguishing properties of the belt when exposed to fire.
The fire resistance lab consists of the test devices suitable for the ISO EN
standard, which is referred to in many other standards. Further information can
be provided by our technical team, upon request.
Tunneling
Our belts are designed to handle the
transport of materials from tunnel excavation sites to the surface. Tunnels
have highly flammable work environment. Jan has been providing kilometers long
flame resistant belts in compliance with DIN14973 for the underground tunnel
industries.
Cement
Highly abrasive nature as well as the
high surface temperature of the transported materials enable cement industry
the most challenging one. These high temperatures accelerate the belts’aging
process and ends up with hardening or cracking of the belt surface, if not
chosen wisely. Our sales engineers make a questionnaire to make sure to offer
the best fitting product for the clients’ needs.
Steel
Metallurgy industry requires the
transport of heavy and sharp objects fallen from height or material becoming
trapped. That is why it is a challenging environment and global competition
forces companies to operate at the highest level of efficiency without the risk
of unexpected shutdowns. Our belts have been used by the steel industry for
years to convey materials like cokes and iron ore.
We have been providing the most
efficient products specific to steel application. We recommend impact resistant
belts and heat resistant belts that endure peak temperatures as high as 400
degree Celsius.
Aggregates
We have been providing belting solutions
for the transport of all materials in the aggregate industry including sand,
gravel, crushed rock, limestone and salt. Belts used in aggregate industry need
to have high resistance to impact, ripping, tear and abrasion loss to convey
heavy, sharp and extremely abrasive materials.
Ports
For on-site cargo transportation
conveyor lines are most commonly preferred due to the productivity and the cost
management. The choice of belting product is crucial since not only because the
structure of cargo packaging can cause abrasion loss in the belt surface but
also because of the hidden foreign objects that might tear the belt surface.
We provide impact and tear resistant
belting solutions that will endure sharp object impacts.
They are designed to guarantee safe and clean conveyor belt operations over
long distances and increased efficiency at transfer and unloading points.
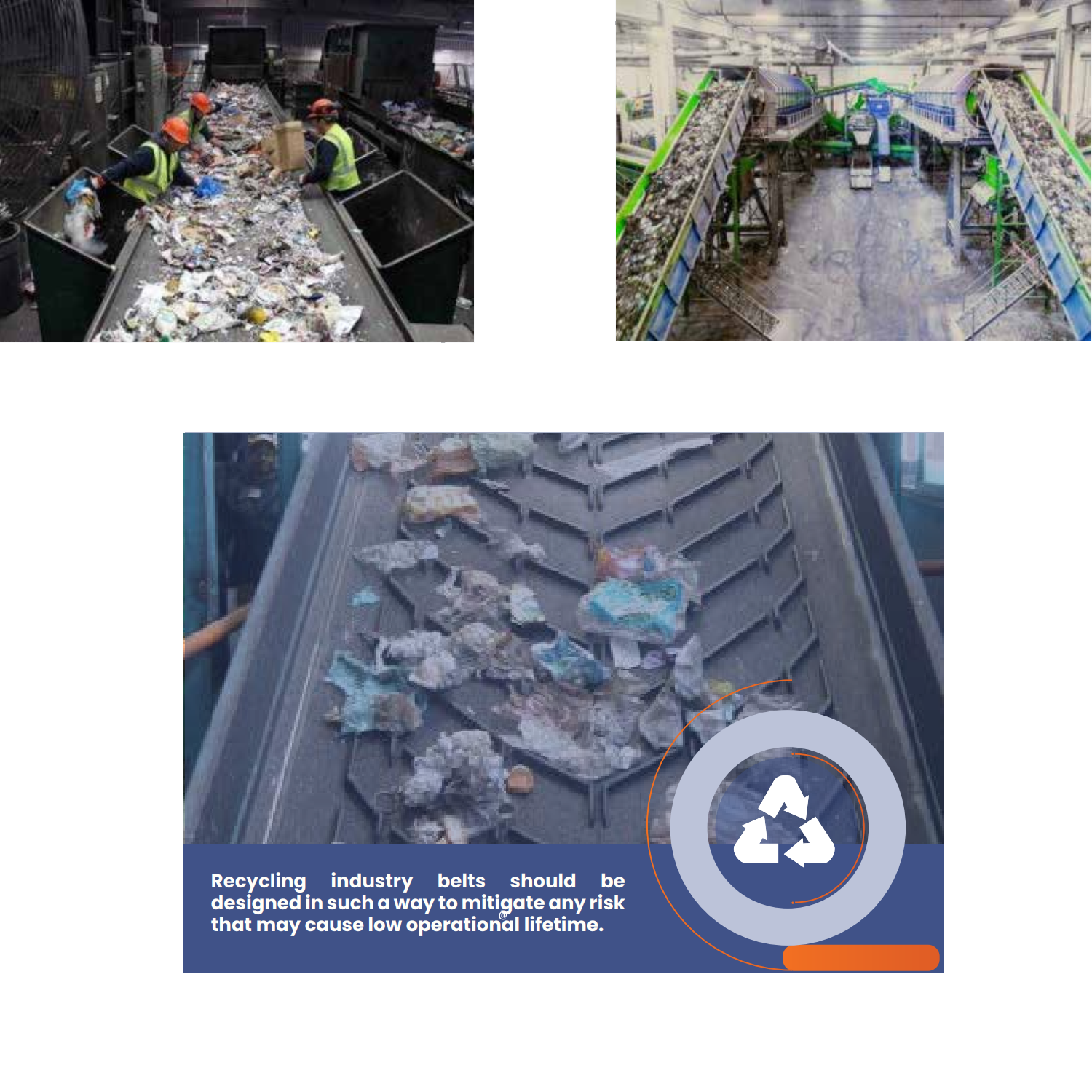
Recycling
Belts in recycling industry come across
with many materials of different nature. This industry transports large volumes
of material that varies greatly, from household waste and organic byproducts to
construction waste, the belt needs to overcome a lot of challenges.
Belts need to be chosen very carefully
as to withstand the abrasive nature of hard and sharp
materials being transported. Once these materials are trapped, they cause
irreversible damage on the conveyor line. In addition to the physical features
of the transported materials, the chemical content of these materials may
seriously damage the belt by causing cracks, swelling and distortion.
Risk of flammability and combustion should also be considered by choosing flame
resistant belts in this industry.